













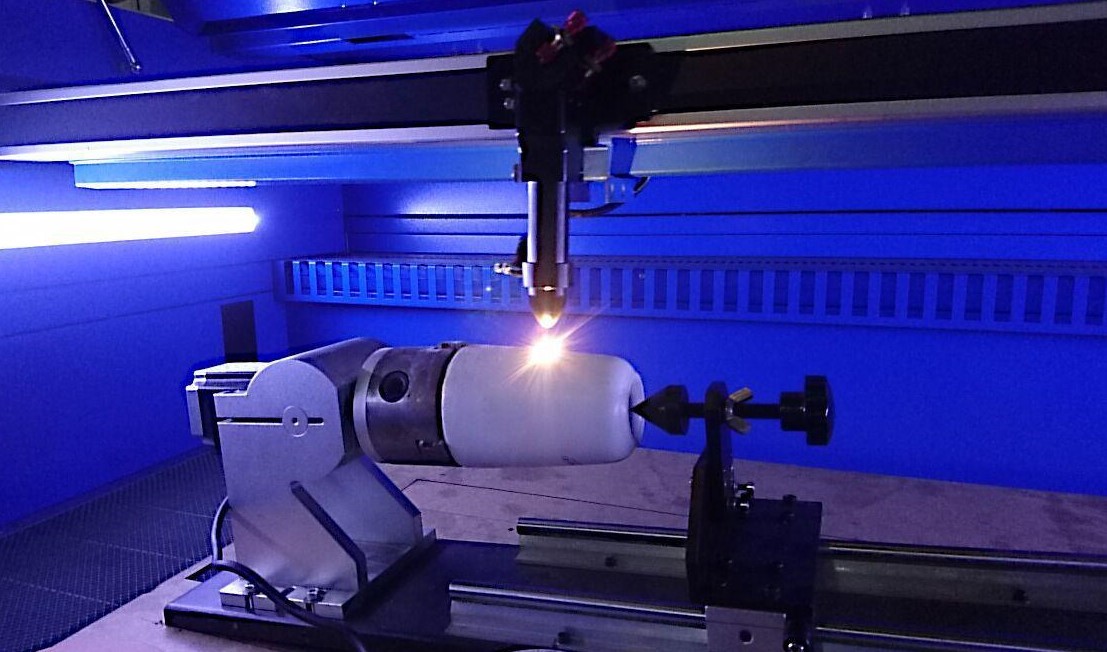
Jednym z najczęściej spotykanych typów plotera laserowego jest laser CO2 Wiązka lasera powstaje w wyniku użycia gazu trójskładnikowego. W jego skład wchodzi hel, azot oraz gaz nadający nazwę czyli CO2 (dwutlenek węgla). Cięcie inicjowane jest za pomocą impulsu napięcia elektrycznego. Za jego sprawą zostają pobudzone do drgań atomy azotu . Ponieważ gaz ten nie ma możliwości emisji energii w postaci fotonów (światła) przekazuje swoją energię cząsteczkom dwutlenku węgla a te konwertują energię drgających elektronów na emisję fotonów.
Stale rosnąca konkurencja na rynku oraz ciągle rosnące wymogi co do czasu wytwarzania i dokładności wyrobu stawiają przed inżynierami coraz większe wyzwania. W przypadku ploterów laserowych z zastosowaniem tub CO2 sterowanych numerycznie ten “wyścig zbrojeń” wymógł wspomagania cięcia otulinami gazowymi. Wyróżniamy trzy najczęściej spotykane rodzaje gazów pomagających w cięciu laserem: sprężone powietrze, tlen i azot.
Każdy z podawanych gazów chroni soczewkę przed odpryskami i oparami oraz chłodzi krawędź przecinanego materiału i zdmuchuje z jego powierzchni roztopiony metal i powstałe tlenki.
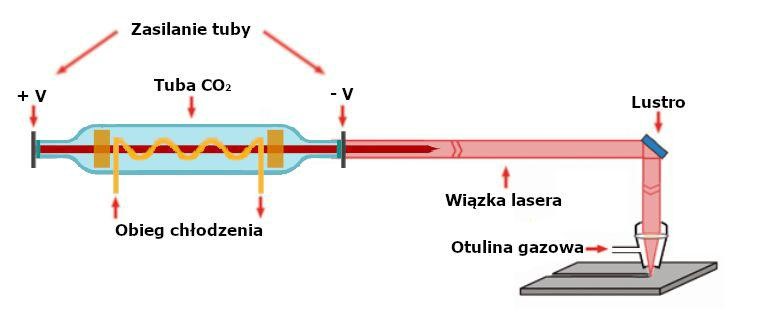
Schemat lasera CO2 [na podstawie 1].
1. POWIETRZE
Możemy się nim wspomagać do obróbki takich materiałów jak tworzywa sztuczne czy drewno i materiały drewnopodobne. Jest to najtańsze rozwiązanie spośród omawianych. Aby wykorzystać tę metodę należy zaopatrzyć ploter laserowy w źródło sprężonego powietrza (np. kompresor). Podczas pracy ze sprężonym powietrzem możemy uzyskać dokładniejsze krawędzie, gdyż strumień kierowany na materiał będzie zapobiegał jego zapalaniu bądź topieniu. Wpłynie też pozytywnie to na czas obróbki, ponieważ stosując sprężone powietrze możemy zwiększyć prędkość ruchu głowicy lasera. W przypadku pleksi strumień sprężonego powietrza zapobiegnie sklejaniu elementów. Bez wspomagania gazami istnieje możliwość zapalania bądź stapiania obrabianego materiału. Cięcie z udziałem sprężonego powietrza nosi nazwę cięcia płomieniowego.
2. AZOT
Cięcie z udziałem azotu zalicza się do cięcia wysokociśnieniowego, stosowanego w ploterach dużych mocy. Materiał jest topiony za pomocą strumienia lasera, a następnie wydmuchiwany poza powstałą szczelinę. Wzrost ciśnienia azotu pozwala uzyskać większą prędkość cięcia, niestety jest to ograniczone poprzez efekt chłodzący podawanego gazu. Cięcie z otuliną azotu nie wydziela dodatkowego ciepła, ponieważ nie zachodzą reakcje chemiczne pomiędzy gazem a ciętym metalem.
Jest to bardzo uniwersalny gaz wspomagający. Używać możemy go podczas pracy z materiałami jak: stal kwasoodporna, mosiądz, metale kolorowe, materiały przewodzące ciepło, (miedź, tytan). Jak w przypadku wcześniej omawianego powietrza zwiększając ciśnienie podawanego gazu możemy pracować z większą prędkością głowicy lasera. Ciśnienie z jakim podawany jest azot dochodzi do 22 bar. Najważniejszą kwestią w przypadku wspomagania azotem jest jego czystość. Nawet najmniejsze zanieczyszczenie tlenem może doprowadzić do spadku jakości krawędzi ciętego materiału. Utleniający się materiał może pozostawiać żółte ślady na granicy cięcia.
Cięcie z użyciem azotu nosi nazwę cięcia metodą sublimacji lub stapiania. Dla materiałów które nie posiadają temperatury topnienia używana jest metoda sublimacji. Podczas takiego procesu materiał przechodzi bezpośrednio z ciała stałego w gaz. Materiały poddawane takiemu procesowi to między innymi: drewno sklejka, plexi, ceramika.
Natomiast w przypadku cięcia metodą stapiania materiał podgrzewany jest do temperatury jego topnienia, a następnie zdmuchiwany przez gaz o ciśnieniu dochodzącym do 22 barów.
Dla materiałów takich jak tytan, cyrkon, magnez azot zastępowany jest przez argon. Argon w przeciwieństwie do azotu nie tworzy wiązań chemicznych z wyżej wymienionymi pierwiastkami.
3.TLEN
W czasie cięcia z wykorzystaniem tlenu materiał jest wypalany i odparowywany. Ciśnienie tlenu można zwiększyć w celu zwiększenia efektywności. Ograniczenie dla cięcia laserem CO2 ze wspomaganiem tlenu stanowi przepalanie boczne wywoływane zbyt dużym ciśnieniem tlenu, a nie jak w przypadku innych gazów efektem chłodzącym Może to skutkować nieprawidłowym cięciem. Gaz ten nie jest tak uniwersalny jak wyżej wymieniony azot.
Materiał musi spełniać dwa warunki:
- zapłon metalu musi przebiegać w temperaturze niższej, niż jego temperatura topnienia,
- topnienie tlenków powstających podczas cięcia odbywa się w temperaturze niższej niż ich zapłon.
W czasie cięcia zachodzi reakcja pomiędzy materiałem, a cząsteczkami tlenu podawanego pod ciśnieniem dające dodatkową energię cieplną. Podnosząc ciśnienie tlenu zwiększamy również efektywność wydmuchiwania materiału. Wspomaganie tlenem polecane jest przy obróbce niemetali, czarnej blachy i blachy ocynkowanej.
PODSUMOWANIE:
Opisane gazy otulinowe pozwalają na przyspieszenie obróbki materiałów. W zależności od obrabianego materiału i doboru odpowiedniego gazu możemy zoptymalizować warunki pracy i zmniejszyć odpad materiału, spowodowany koniecznością odrzucenia nieprecyzyjne wyciętych elementów. Ponadto z pomocą gazów otulinowych można poszerzyć wachlarz obrabianych materiałów ze względu na możliwość cięcia znacznie grubszych arkuszy. Wspomaganie obróbki z użyciem gazów ma też jedną, zasadniczą zaletę – umożliwia pracę na materiałach ze skłonnością do zapłonu w obrębie krawędzi cięcia, zapobiegając ich spalaniu, i poprawiając tym samym jakość powierzchni przecinanej.
Na podstawie przedstawionych przykładów, można wywnioskować, że najbardziej uniwersalnym gazem wspomagającym jest azot. Wykorzystywany jest do obróbki niemal wszystkich najpopularniejszych materiałów z jakimi spotykamy się podczas rozmaitych prac inżynierskich. Ponadto azot jest łatwo dostępny i prosty w pozyskiwaniu, ponieważ jego udział w składzie powietrza wynosi około 80 procent, co znacząco przekłada się na koszty zakupu.
Źródła:
[1] http://old.messergroup.com/pl/Informacje_techniczne_i_katalogi/Katalogi/Ci__cie_i_spawanieCiecie-laserowe.pdf
[2] https://www.icd.pl/poradnik/post/technika-ciecia-gazowego
[3] http://www.grawerowanie-lublin.pl/dzialanie-lasera-co2,202.html
[4] http://www.airproducts.com.pl/Industries/Transportation/Aerospace/aerospace-Metal-Fabrication/product-list/laser-cutting-aerospace-metal-fabrication.aspx?itemId=2F82E36E6900410782A393A1F2590782
[5] https://www.lindegaz.pl/pl/processes/cutting_joining_and_heating/cutting/laser_cutting/laser_cutting_with_nitrogen/index.html
[6] http://www.pspaw.pl/index.php/pspaw/article/viewFile/289/291

