













Nazwa Laser jest skrótem pochodzącym z języka angielskiego Light Amplification by Stimulated Emission of Radiation, co oznacza wzmocnienie światła za pomocą wymuszonej emisji promieniowania elektromagnetycznego. Jednym z rodzajów laserów jest laser CO2. Dwutlenek węgla jest głównym ośrodkiem, w którym generowana jest wiązka lasera. Oprócz dwutlenku węgla w skład mieszaniny gazów pod ciśnieniem wchodzą również azot, wodór i hel. Impuls napięcia elektrycznego powoduje drgania atomów azotu, te z kolei swoją energię przekazują cząsteczkom dwutlenku węgla, co powoduje w nich emisję fotonów.

Znaczącym parametrem charakteryzującą tubę CO2 jest jej moc. Większa moc pozwala na szybsze cięcie i grawerowanie materiałów oraz umożliwia cięcie grubszych materiałów. Laser z tubą CO2 doskonale sprawdza się przy obróbce niemetali takich jak: plexi, drewno, szkło, tworzywa sztuczne. Wiązka w osłonie gazów pozwala również na cięcie metali.
W ploterach laserowych wiązka w postaci fali elektromagnetycznej kierowana jest przez układ optyczny luster, a na końcu przechodzi przez soczewkę. Dzięki układowi optycznemu z soczewką wiązka laserowa ulega skupieniu i uzyskuje największą koncentrację energii na powierzchni materiału.
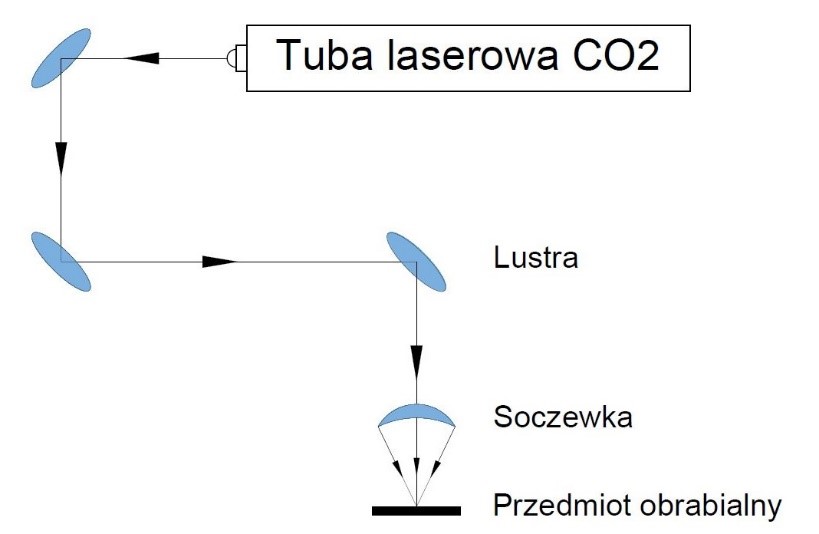
Układ optyczny ploterów laserowych CO2.
Maszyny sterowane numerycznie CNC pozwalają na dokładne przemieszczenie się układu karetki z głowicą z zadaną prędkością nad obrabianym przedmiotem. Obróbka promieniem lasera odbywa się całkowicie bezdotykowo.

Stopień absorpcji charakteryzuje możliwości pochłaniania energii przez materiał. Im wyższy jest stopień absorpcji, tym lepsze są właściwości obróbcze danego materiału. Właściwość ta wpływa na parametry grawerowania i cięcia poszczególnych materiałów i pozwala nam określić wymaganą moc tuby laserowej.
Tuby szklane DC i metalowe RF
Tuby laserowe CO2 możemy podzielić na dwie główne grupy:
- tuby szklane (DC – Direct Current)
- tuby metalowe (RF - Radio Frequency).
Szklane tuby CO2 wzbudzane są wysokim napięciem prądu stałego do wygenerowania pulsu wiązki. Podczas pracy wymagają ciągłego chłodzenia wodą. Jakość grawerowania zależy w dużym stopniu od systemu sterowania zastosowanego w ploterze. Tuba szklana o mniejszej mocy często zapewnia lepsze wyniki grawerowania niż szklana tuba o większej mocy dzięki lepszej kontroli wiązki.

Szklana tuba CO2.[1]
Metalowe tuby CO2 wzbudzane są z bardzo dużą częstotliwością przez co oferują niezwykłą dokładność i powtarzalność. Częstotliwość generowania impulsu wiązki i stabilizacja mocy jest dużo większa niż w tubach szklanych, a wielkość plamki dużo mniejsza. Szczególnie ważne jest to przy grawerowaniu, podczas zmiennej pracy, gdy laser pracuje w trybie włączony/wyłączony. W takich plikach jak bitmapy, gdzie każdy piksel rozdzielczości ma różny odcień, szybkość reakcji i dobre skupienie ogniskowej wiązki monochromatycznej lasera ma duże znaczenie. Wolniejsza reakcja w przypadku stosowania tub szklanych może powodować lekkie rozmycie (efekt ghosting’u).

Metalowa tuba CO2.[1]
Porównanie tuby metalowej i szklanej
- Chłodzenie tub CO2
Większość tub metalowych jest chłodzona powietrzem, z wyjątkiem wyższych mocy (powyżej 150W), które mogą być chłodzone wodą. Tuby metalowe chłodzone powietrzem oprócz dołączonych wentylatorów posiadają również na całej obudowie aluminiowe radiatory, które do pewnej wielkości mocy tuby skutecznie odprowadzają ciepło do otoczenia. Plusem jest to, że nie potrzebujemy dodatkowego źródła chłodzenia. W przypadku bardzo dużych mocy stosowane jest chłodzenie cieczą. Jest ono z pewnością dużo bardziej efektywna ze względu no to, że ciecz ma dużo większą gęstość od powietrza, dzięki czemu lepiej odbiera i oddaje energię cieplną.
Decydując się na tubę szklaną należy wziąć pod uwagę, że musimy dodatkowo zaopatrzyć się w urządzenie chłodzące. O ile w przypadku tub szklanych o małej mocy (do 40W) wystarczy zwykła pompka zanurzeniowa w zamkniętym pojemniku z chłodziwem, to dla tub o większej mocy należy zaopatrzyć się w dodatkowe urządzenie chłodzące ciecz typu chiller. Chiller ma za zadanie usuwać ciepło z cieczy za pomocą cyklu sprężania pary wodnej lub cyklu chłodzenia absorpcyjnego. W przypadku chłodzenia tub wodą należy skrupulatnie obserwować poziom i czystość chłodziwa. Chłodzenie wodą niesie ze sobą także ryzyko, że przy powstaniu nieszczelności w obwodzie chłodzenia może dojść do zalania i w konsekwencji uszkodzenia elementów elektroniki.
- Eksploatacja tub CO2
Długość eksploatacji źródeł CO2 zależy od bardzo wielu czynników. Bardzo trudno jest określić dokładny czas pracy. Często zdarza się, że tuby nie wytrzymują nawet połowy czasu zadeklarowanego przez producenta. Jest kilka wskazówek dotyczących eksploatacji, które mają duży wpływ na szybkość zużycia. Pierwszym parametrem jest obciążenie tuby podczas pracy. Tuby pracujące w trybie ciągłym z mocą bliską maksymalnej (ponad 85%) zużywają się znacznie szybciej niż te mniej obciążone. Temperatura podczas pracy tuby powinna oscylować wokół 15-25ºC. Najlepsze tuby szklane w takich warunkach potrafią wytrzymać nawet do 10000 godzin pracy, podczas gdy tuby metalowe do pierwszej regeneracji potrafią osiągnąć wynik 20000 godzin.
Tabela 1. Parametry szklanych i metalowych tub CO2.
|
Rodzaj tuby |
Szklana DC |
Metalowa RF |
|
Żywotność [godziny pracy] |
5000 - 10 000 |
~ 20 000 |
|
Możliwość regeneracji |
Najczęściej niemożliwa lub nieopłacalna |
Możliwa |
|
Chłodzenie |
Ciecz |
Powietrze lub ciecz |
|
Minimalna średnica plamki [mm] |
~0,2 |
~0,07 |
|
Częstotliwość pulsu [kHz] |
0 - 5 |
0 - 100 |
|
Orientacyjna cena tuby o mocy 150W [zł] |
ok. 6000 – 8000 |
ok. 40000 – 55000 |
Dane zawarte w powyższej tabeli są to dane orientacyjne i mogą odbiegać od rzeczywistych parametrów tub CO2.
Obecnie w udziale rynkowym ploterów laserowych CO2 obserwuję się równomierne rozłożenie popularności tub szklanych oraz metalowych. Wiele przedsiębiorstw za zalety jakie niosą ze sobą tuby metalowe są w stanie zapłacić kilkukrotnie więcej niż za tuby szklane, inne przedsiębiorstwa natomiast których wykonywana praca nie stawia przed obróbką tak wysokich wymogów decydują się na tuby szklane z powodu zdecydowanie niższych kosztów zakupu.
Nie można jednoznacznie odpowiedzieć na pytanie które rozwiązanie dla danego przedsiębiorstwa będzie lepsze. Przed wyborem warto wziąć pod uwagę wszystkie za i przeciw opisane w powyższym artykule.
Źródła:
[1] https://atmsolutions.pl/
[2] https://pl.wikipedia.org/wiki/Laser_molekularny
[3] https://www.cnc.info.pl/

